盐城电焊培训中心报名电话:18932288455学校位于盐城市亭湖区文港路与育才路交界处(盐城市海洋鱼业局旁),主要从事电工电焊职业技能培训考证的专业教育性公司。本中心培训设施齐全,专业老师、教练全程指导,理论与实践相结合,严格按照劳动部门规定学时教学,零点起学,包教会,一期不会,下期免费续学,毕业后考试合格颁发全国通用。
焊接电弧是由焊接电源供给的,具有一定电压的两电极间或电极与焊接件间,在气体介质中产生的强烈而持久的放电现象。电弧是所有电弧焊焊接方法的能源。到目前为止,电弧焊在焊接领域中占据着主要地位。

焊接电弧的引燃方法
不同的焊接方法有着不同的引燃电弧法。但总的来说有接触短路引弧法和高频高压引弧法两种。
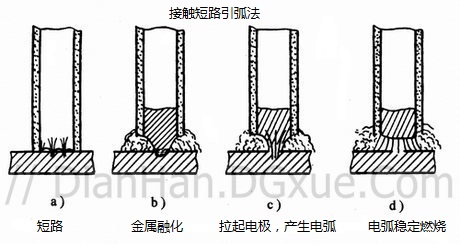
接触短路引弧法:这种引弧方法常用在焊条电弧焊和埋弧焊中。在一般情况下,空气是不导电的,因此在空气中产生电弧要有两个必要条件,即气体电离及电子发射。接触短路引弧时,首先将焊条或焊丝与焊件接触短路,这时接触点由于通过很大的电流而产生高温,使接触部分的金属温度踝烈地升高而熔化,然后迅速地将焊条或焊丝拉开(这个过程在埋弧焊时可由控制系统自动完成),拉开的瞬间,由于焊条或焊丝间存在的髙温与强电场的作用,使焊件和焊条间的气体发生电离,同时电极电子发射作用立即产生,电弧就引燃了。其引燃过程见下图所示。
高频高压引弧法:钨极氩弧焊时,一般不采取接触短路引弧法,因为短路引弧一方面由于较大的短路电流使钨极烧损严重;另一方面在焊缝中经常会引起夹钨的缺陷。因此钨极氩弧焊时经常采用电极不与焊件接触的引弧方法。这种方法是在钨极和焊件之间留有2~5mm的空隙,然后加上很高的电压(2000~3000V),利用高电压直接将空气击穿,引燃电弧。在正常情况下,输出的电压虽然很高,但由于是高频,有强烈的集肤效应,所以对人体是安全的。另外,有的焊机也采用脉冲引弧法。
直流电弧的结构和温度
当两电极间产生电弧放电时,在电弧长度方向的电压(电场强度)分布和温度分布是不均匀的。实际测量得到沿弧长方向的电压分布如下图所示。由图中可以看出,在电弧轴线上形成了三个不同性质的区域,即阴极区、阳极区和弧柱区。
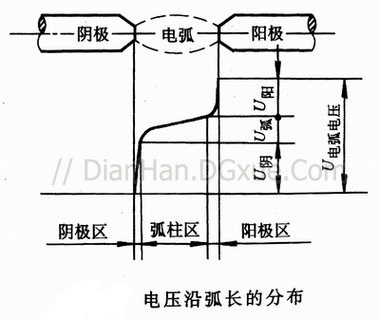
阴极区:阴极区是从阴极表面起靠近阴极的地方。阴极区很窄,约为10-8m,由于阴极表面堆积有一批正离子,所以形成一个电压降,称为阴极电压降。在阴极表面发射电子最集中的地方,往往形成一个或几个很亮的斑点,称为阴极斑点。阴极斑点是阴极区温度最高的部分,阴极斑点具有主动寻找氧化膜、破碎氧化膜的特点。在焊接铝合金等易氧化金属时,把焊件接直流电源的负极就充分利用了阴极斑点的这一特性。
阳极区:阳极区是从阳极表面起靠近阳极的地方,较阴极区宽,约为10-6m,由于阴极表面堆积有一批电子,所以在阳极区形成一个电压降,称为阳极电压降。从弧柱飞来的电子进入阳极表面的区域,称为阳极斑点,也呈灼亮状。阳极产生的热量是可利用的主要能量。
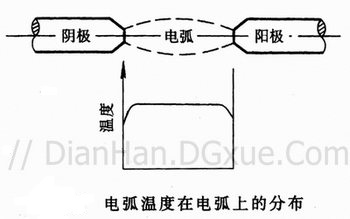
弧柱区:弧柱区是在阴极区和阳极区中间的区域,由于阴极区和阳极区的长度都极短,所以弧柱区的长度占了电弧长度的极大部分,可以近似代表整个弧长。在弧柱的长度方向上带电质点的分布是均勻的,所以弧柱电压降的分布也是均勻的。弧柱的温度受气体介质、电流大小、弧柱压缩程度等因素的影响,通常电流由1~1000A变化时,弧柱温度可在5000~30000K之间变化。弧柱的温度最高,而两个电极的温度较低,如下图所示。
电弧静特性
焊接电弧的静特性曲线:在电极材料、气体介质和弧长一定的情况下,电弧稳定燃烧时,焊接电流与电弧电压变化的关系称为焊接电弧的静特性曲线。通常把金属的电阻看成是一个常数,其电压和电流的关系满足欧姆定律,所以其静特性曲线是一条直线,见下左图。电弧是空气导电,和金属导电完全不一样。它的主要特点是没有一个大小固定的电阻值,即电阻不是一个常数,也不服从欧姆定律。电弧电阻的大小与电弧的温度有关,焊接电流小的时候,电弧的温度较低,空气电离的程度低,电阻值较大;焊接电流增大时,电弧温度增高,结果空气的电离程度增高,则电阻值就下降,故得到了下右图所示的焊接电弧的静特性曲线,通常称为U形曲线。

从有图可知,整个电弧的静特性曲线可分为三部分:下降特性段ab,此时随着焊接电流的增加,电弧电压迅速地减小;水平特性段bc,此时随着焊接电流的增加,电弧电压值基本保持不变;上升特性段cd,此时随着焊接电流的增加,电弧电压值也随之增加。
不同的焊接方法,在一定条件下,其静特性只是曲线的某一部分。如焊条电弧焊,由于使用的焊接电流受到限制,故其静特性曲线没有上升段。
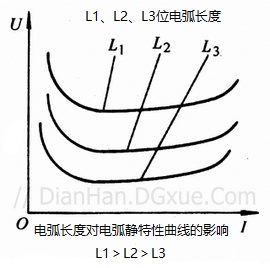
电弧长度对电弧静特性的影响:电弧长度改变时,主要是弧柱长度发生变化。整个弧柱的压降增加时,电弧电压增加,电弧静特性曲线将提高。反之,弧长缩短时,电弧静特性曲线将下降,见下图。因此,一个弧长对应一条电弧静特性曲线,但其基本形状不变,只是曲线上下移动。
焊接电弧的稳定性
焊接电弧的稳定性,是指电弧保持稳定燃烧(不产生断弧、飘移和磁偏吹等)的程度。电弧燃烧是否稳定,直接影响到焊接质量的好坏和焊接过程的正常进行。电弧燃烧的稳定大致与以下几个方面有关:
电源及电源极性接法
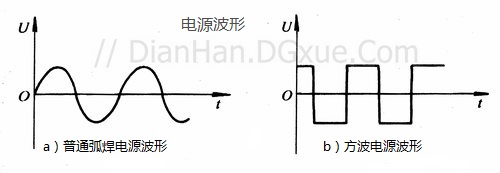
电源及电源极性接法采用直流电源比交流电源的稳弧性好。因为采用交流电源焊接时,电弧的极性是周期地改变的。工频交流电源,每秒钟电弧的燃烧和熄灭要重复100次,因此电弧不如直流电源稳定。所以对于稳弧性较差的碱性焊条,必须采用直流电源焊接。一般弧焊交流电源过零点时比较缓慢,如下图a 所示,因此再引弧比较困难。但是,交流电源基本没有磁偏吹的影响,因此在焊接过程中电弧挺度好。近几年来研究的方波交流电源,综合了交直流两者的优点。由于方波交流在过零点时电流变化很陡,如图b所示,因此正常电压就足以使电弧引燃,而且稳定性好。另一种方式是提高交流频率,在这一方面,逆变式电源有突出的优点。
气流、焊条药皮
焊条药皮:当焊条药皮中含有较多易电离元素(K、Na、Ca等)或它们的化合物时,电弧燃烧较稳定。当药皮中含有较多氟化物时,会降低电弧燃烧的稳定性。碱性焊条药皮中就有一定量的CaF,因此电弧稳定性较差。
气流:气流对电弧稳定性的影响也很大。在露天大风中操作或在气流速度大的管道中焊接时,电弧偏吹很严重,甚至使焊过程发生困难。因此在风较大时,一般都要求采取必要的措施加以遮挡或停止焊接。
磁偏吹
磁偏吹在正常情况下,电弧的轴线总是沿着焊条中心线的方向(下图a),即使在焊条倾斜于焊件时(b),仍有保持轴线方向的倾向。在热收缩和磁收缩等效应的作用下,电弧沿电极轴向挺直的程度称为电弧挺度。电弧挺度对焊接操作十分有利,可以利用它来控制焊 缝的成形和位置。

直流电弧焊时,电弧因受到焊接回路所产生的电磁力作用而产生的电弧偏移的现象称为电弧偏吹,又叫磁偏吹。因为在用直流电焊接时,除了在电弧周围产生自身 磁场外,还有通过焊件的电流在空间产生的磁场。
如果导线位置在焊件左侧,则在电弧左侧的空间为两个磁场相叠加,而在电弧右侧则为单一磁场,电弧两侧的磁场分布失去平衡,因此磁力线密度大的左侧对电弧产生推力,使电弧偏离轴线,向右方倾斜,产生磁偏吹,如下左图;反之将导线接在焊件右侧,则电弧将向左侧偏吹;同理,如果导线在电弧中心线下面将不会产生磁偏吹。如果在电弧附近有铁磁物质存在,如焊接T形接头的角焊缝,则电弧也将偏向铁磁物质引起偏吹,见下右图。

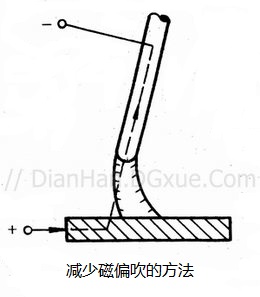
因为磁偏吹的力量与焊接电路内的电流平方值几乎成正比,所以,磁偏吹的强烈程度随着焊接电流的增加而猛烈增加。因此为了减小磁偏吹,可以适当降低焊接电流。此外,在操作时可以将焊条朝着磁偏吹方向倾斜一个角度,调整电弧左右两侧空间的大小,使磁力线密度趋向均匀,这是生产中减少磁偏吹的常用方法。如下图所示:
使用交流电焊接时,磁偏吹的情况和使用直流电焊接时有很大不同,因为此时焊件中由于交变磁通的通过会引起涡流,而涡流的本身又产生新的磁通。涡流在时间上和焊接电流相距近180°,因此,涡流所产生的磁通和焊接电流所产生的磁通相距亦近于180°,这样,合成磁通要比原来的磁通小,所以,在焊接电弧中磁偏吹现象要比直流电弧小得多。




 查看资料
查看资料 收藏
收藏 顶
顶  踩
踩 